
producten Categorie
- FM Transmitter
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV zender
- 0-50w 50-1kw 2kw-10kw
- FM-antenne
- TV-antenne
- antenne Accessory
- Kabel connector Vermogen Splitter eenheidsbelasting
- RF Transistor
- Laboratoriumvoedingen
- audio Uitrustingen
- DTV Front End Equipment
- Link System
- STL-systeem Magnetron Link systeem
- FM-radio
- Krachtmeter
- Andere producten
- Speciaal voor Coronavirus
producten Tags
FMUSER sites
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> Afrikaans
- sq.fmuser.net -> Albanees
- ar.fmuser.net -> Arabisch
- hy.fmuser.net -> Armenian
- az.fmuser.net -> Azerbeidzjaans
- eu.fmuser.net -> Baskisch
- be.fmuser.net -> Wit-Russisch
- bg.fmuser.net -> Bulgarian
- ca.fmuser.net -> Catalaans
- zh-CN.fmuser.net -> Chinees (vereenvoudigd)
- zh-TW.fmuser.net -> Chinees (traditioneel)
- hr.fmuser.net -> Kroatisch
- cs.fmuser.net -> Tsjechisch
- da.fmuser.net -> Deens
- nl.fmuser.net -> Nederlands
- et.fmuser.net -> Ests
- tl.fmuser.net -> Filipijns
- fi.fmuser.net -> Fins
- fr.fmuser.net -> Frans
- gl.fmuser.net -> Galicisch
- ka.fmuser.net -> Georgisch
- de.fmuser.net -> Duits
- el.fmuser.net -> Greek
- ht.fmuser.net -> Haïtiaans Creools
- iw.fmuser.net -> Hebreeuws
- hi.fmuser.net -> Hindi
- hu.fmuser.net -> Hungarian
- is.fmuser.net -> IJslands
- id.fmuser.net -> Indonesisch
- ga.fmuser.net -> Iers
- it.fmuser.net -> Italian
- ja.fmuser.net -> Japans
- ko.fmuser.net -> Koreaans
- lv.fmuser.net -> Lets
- lt.fmuser.net -> Lithuanian
- mk.fmuser.net -> Macedonisch
- ms.fmuser.net -> Maleis
- mt.fmuser.net -> Maltees
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> Perzisch
- pl.fmuser.net -> Pools
- pt.fmuser.net -> Portugees
- ro.fmuser.net -> Roemeens
- ru.fmuser.net -> Russisch
- sr.fmuser.net -> Servisch
- sk.fmuser.net -> Slowaaks
- sl.fmuser.net -> Slovenian
- es.fmuser.net -> Spaans
- sw.fmuser.net -> Swahili
- sv.fmuser.net -> Zweeds
- th.fmuser.net -> Thai
- tr.fmuser.net -> Turks
- uk.fmuser.net -> Oekraïens
- ur.fmuser.net -> Urdu
- vi.fmuser.net -> Vietnamese
- cy.fmuser.net -> Welsh
- yi.fmuser.net -> Jiddisch
PCB-productieproces | 16 stappen om een printplaat te maken
"PCB-fabricage is erg belangrijk in de PCB-industrie, het hangt nauw samen met het PCB-ontwerp, maar ken je echt alle PCB-fabricagestappen bij de PCB-productie? In deze share laten we u 16 stappen zien in het PCB-fabricageproces. Inclusief wat zijn ze en hoe ze werken in het PCB-fabricageproces ----- FMUSER "
Delen is zorgzaam!
STAP 1: PCB-ontwerp - ontwerpen en uitvoeren
STAP 2: PCB-bestandsplotting - filmgeneratie van PCB-ontwerp
STAP 3: Binnenste lagen Imaging Transfer - PRINT BINNENLAGEN
STAP 4: Koperetsen - Het ongewenste koper verwijderen
STAP 5: Layer Alignment - Lagen samen lamineren
STAP 6: Boren van gaten - voor het bevestigen van de componenten
STAP 7: Geautomatiseerde optische inspectie (alleen printplaten met meerdere lagen)
STAP 8: OXIDE (alleen meerlagige PCB)
STAP 9: Buitenlaag etsen en laatste striping
STAP 10: Soldeermasker, zeefdruk en oppervlakteafwerkingen
STAP 12: Elektrische test - Testen van vliegende sondes
STAP 13: Fabricage - Profilering en V-scoring
STAP 14: Microsectioning - de extra stap
STAP 15: Eindinspectie - PCB-kwaliteitscontrole
STAP 16: Verpakking - biedt wat u nodig heeft
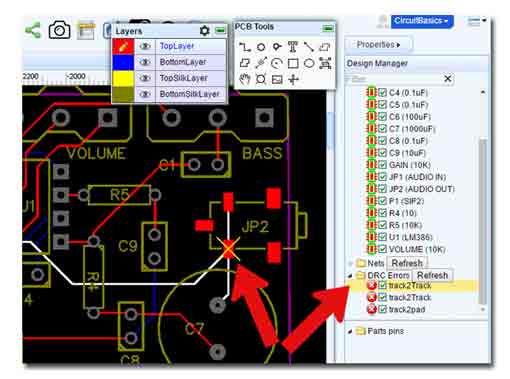
Printplaatontwerp
Het ontwerpen van printplaten is de eerste fase van het etsproces, terwijl de CAM-engineerfase de eerste stap is in de PCB-fabricage van een nieuwe printplaat,De ontwerper analyseert de behoefte en selecteert de juiste componenten zoals processor, voeding, etc. Maak een blauwdruk die aan alle eisen voldoet.

Maar onthoud altijd dat de printplaten strikt compatibel moeten zijn met een PCB-lay-out die door de ontwerper is gemaakt met behulp van PCB-ontwerpsoftware. Als u een ontwerper bent, moet u uw contractfabrikant informeren over de softwareversie van de PCB-ontwerp die is gebruikt om de schakeling te ontwerpen, omdat hiermee problemen worden voorkomen die worden veroorzaakt door discrepanties voordat de PCB-fabricage plaatsvindt.
Zodra het ontwerp klaar is, laat het afdrukken op het transferpapier. Zorg ervoor dat het ontwerp in de glanzende kant van het papier past.
Er zijn ook veel PCB-terminologie in PCB-fabricage, PCB-ontwerp, enz. Misschien heeft u een beter begrip van printplaten na het lezen van enkele PCB-terminologieën op de onderstaande pagina!
Lees ook: Woordenlijst PCB-terminologie (beginnersvriendelijk) | PCB-ontwerp
Gewoonlijk komen gegevens binnen in een bestandsformaat dat bekend staat als extended Gerber (Gerber wordt ook wel RX274x genoemd), het meest gebruikte programma, hoewel andere formaten en databases kunnen worden gebruikt.
Zodra een ontwerplay-out voor de printplaat in de Gerber Extended-software is ingevoerd, worden alle verschillende aspecten van het ontwerp bekeken om fouten te voorkomen.
Na een grondig onderzoek wordt het voltooide PCB-ontwerp voor productie naar een PCB-fabricagehuis gebracht. Bij aankomst ondergaat het ontwerp een tweede controle door de fabrikant, de zogenaamde Design for Manufacture (DFM) check, die zorgt voor:
● PCB-ontwerp is produceerbaar
● Het PCB-ontwerp voldoet aan de vereisten voor de minimale toleranties tijdens het fabricageproces
▲ BACK ▲
Lees ook: Wat is een printplaat (PCB) | Alles wat u moet weten
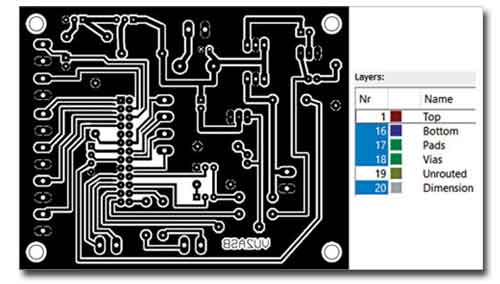
STAP 2: PCB-bestandsplotting - filmgeneratie van PCB-ontwerp
Als u eenmaal uw PCB-ontwerp heeft bepaald, is de volgende stap om het af te drukken. Dit vindt meestal plaats in een donkere kamer met gecontroleerde temperatuur en vochtigheid. Verschillende lagen van de PCB-fotofilm worden uitgelijnd door nauwkeurige registratiegaatjes in elk vel film te maken. De film is gemaakt om te helpen bij het creëren van een figuur van het koperen pad.
Tips: Vergeet als PCB-ontwerper niet om, na het uitvoeren van uw PCB-schemabestanden, de fabrikanten eraan te herinneren een DFM-controle uit te voeren
Een speciale printer, een laserfotoplotter genaamd, wordt vaak gebruikt bij het afdrukken van PCB's, hoewel het een laserprinter is, maar geen standaard laserjetprinter.
Maar dit filmproces is niet meer geschikt voor de miniaturisering en technologische vooruitgang. Het raakt in sommige opzichten achterhaald.
De laserfotoplotter neemt de bordgegevens en zet deze om in een pixelbeeld, vervolgens schrijft een laser dit op de film en wordt de belichte film automatisch ontwikkeld en uitgeladen voor de operator.
Het eindproduct resulteert in een plastic plaat met een fotonegatief van de printplaat in zwarte inkt. Voor de binnenste lagen van de printplaat vertegenwoordigt zwarte inkt de geleidende koperen delen van de printplaat. Het resterende heldere gedeelte van de afbeelding geeft de gebieden aan van niet-geleidend materiaal. De buitenste lagen volgen het tegenovergestelde patroon: helder voor koper, maar zwart verwijst naar het gebied dat wordt weggeëtst. De plotter ontwikkelt de film automatisch en de film wordt veilig opgeborgen om ongewenst contact te voorkomen.
Elke laag PCB en soldeermasker krijgt zijn eigen heldere en zwarte filmvel. In totaal heeft een tweelaagse printplaat vier vellen nodig: twee voor de lagen en twee voor het soldeermasker. Belangrijk is dat alle films perfect op elkaar moeten aansluiten. Als ze in harmonie worden gebruikt, brengen ze de PCB-uitlijning in kaart.
Om een perfecte uitlijning van alle films te bereiken, moeten registratiegaten door alle films worden geponst. De nauwkeurigheid van het gat ontstaat door de tafel waarop de film zit aan te passen. Wanneer de kleine kalibraties van de tafel tot een optimale match leiden, wordt het gat geponst. De gaatjes passen in de registratiepennen in de volgende stap van het beeldvormingsproces.
Lees ook: Doorgaand gat versus opbouwmontage | Wat is het verschil?
▲ BACK ▲
Deze stap is alleen van toepassing op platen met meer dan twee lagen. Eenvoudige tweelaagse platen gaan door met boren. Meerlagige platen vereisen meer stappen.
De eerste stap is om het koper te reinigen.
Bij PCB-constructie is reinheid van belang. Het koperzijdige laminaat wordt gereinigd en in een gedecontamineerde omgeving gebracht. Denk er altijd aan om ervoor te zorgen dat er geen stof op het oppervlak terechtkomt, waar dit een kortsluiting of open circuit op de voltooide printplaat kan veroorzaken.
Het schone paneel ontvangt een laag van een fotogevoelige film die fotoresist wordt genoemd. De printer maakt gebruik van krachtige UV-lampen die de fotoresist uitharden door de heldere film om het koperpatroon te definiëren.
Dit zorgt voor een exacte match tussen de fotofilms en de fotolak.
De operator laadt de eerste film op de pinnen, vervolgens het gecoate paneel en vervolgens de tweede film. Het bed van de printer heeft registratiepennen die passen bij de gaten in de fotogereedschappen en in het paneel, zodat de boven- en onderlaag nauwkeurig zijn uitgelijnd.
De film en het bord liggen op één lijn en ontvangen een explosie van UV-licht. Het licht gaat door de heldere delen van de film en verhardt de fotoresist op het koper eronder. De zwarte inkt van de plotter voorkomt dat het licht de gebieden bereikt die niet bedoeld zijn om uit te harden, en ze zijn bedoeld om te worden verwijderd.
Onder de zwarte vlakken blijft de weerstand onverhard. De cleanroom maakt gebruik van gele verlichting omdat de fotoresist gevoelig is voor UV-licht.

Het product komt tevoorschijn met weerstand die de koperen gebieden die bedoeld zijn om in de uiteindelijke vorm te blijven, goed bedekt. Een technicus onderzoekt de borden om er zeker van te zijn dat er tijdens deze fase geen fouten optreden. Alle resist die op dit punt aanwezig is, duidt het koper aan dat in de voltooide PCB zal verschijnen.
Lees ook: PCB-ontwerp | Stroomschema voor PCB-productieproces, PPT en PDF
▲ BACK ▲
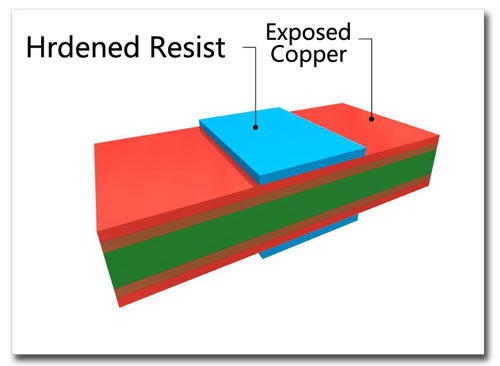
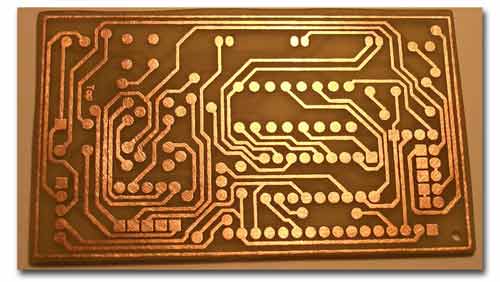
STAP 4: Koperetsen - Het ongewenste koper verwijderen
Bij de fabricage van PCB's is etsen een proces waarbij ongewenst koper (Cu) van de printplaat wordt verwijderd. Het ongewenste koper is niets anders dan het niet-circuit koper dat van het bord is verwijderd. Als resultaat wordt het gewenste schakelingspatroon bereikt. Tijdens dit proces wordt het basiskoper of het startkoper van het bord verwijderd.
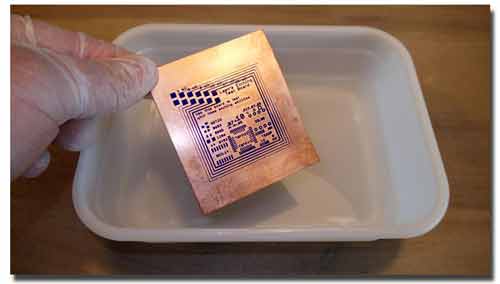
De ongeharde fotolak wordt verwijderd en de geharde fotolak beschermt het gewenste koper, de plaat gaat over tot ongewenste koperverwijdering. We gebruiken een zuur etsmiddel om het overtollige koper weg te wassen Ondertussen blijft het koper dat we willen behouden volledig bedekt onder de laag fotoresist.
De PCB-fabrikanten passen meestal een nat etsproces toe. Bij nat etsen lost het ongewenste materiaal op wanneer het wordt ondergedompeld in een chemische oplossing.
Er zijn twee methoden om nat te etsen:
● Alkalisch etsen (ammoniak)
De zure methode wordt gebruikt om de binnenste lagen van een printplaat weg te etsen. Bij deze methode worden chemische oplosmiddelen gebruikt, zoals IJzerchloride (FeCl3) OR Koperchloride (CuCl2).
De alkalische methode wordt gebruikt om de buitenste lagen van een PCB af te etsen. Hier zijn de gebruikte chemicaliën chloride koper (CuCl2 Castle, 2H2O) + hydrochloride (HCl) + waterstofperoxide (H2O2) + water (H2O) samenstelling. De alkalische methode is een snel proces en is een beetje duur.
Het proces wordt zorgvuldig gecontroleerd om ervoor te zorgen dat de afgewerkte geleiderbreedtes precies zijn zoals ontworpen. Maar ontwerpers moeten zich ervan bewust zijn dat dikkere koperfolies grotere ruimtes tussen de rails nodig hebben. De operator controleert zorgvuldig of al het ongewenste koper is weggeëtst
Zodra het ongewenste koper is verwijderd, wordt de plaat verwerkt voor het strippen waarbij het tin of tin / magere of de fotolak van de plaat wordt verwijderd.
Nu wordt ongewenst koper verwijderd met behulp van een chemische oplossing. Deze oplossing verwijdert extra koper zonder de geharde fotolak te beschadigen.
Lees ook: Hoe een afgedankte printplaat recyclen? Dingen die u moet weten
▲ BACK ▲
STAP 5: Layer Alignment - Lagen samen lamineren
Samen met dunne lagen koperfolie om de externe oppervlakken van de boven- en onderkant van het bord te bedekken, worden laagparen gestapeld om een PCB-"sandwich" te creëren. Om de hechting van de lagen te vergemakkelijken, zal bij elk laagpaar een "prepreg" -vel tussen de lagen worden ingevoegd. Prepreg is een met epoxyhars geïmpregneerd glasvezelmateriaal dat smelt tijdens de hitte en druk van het lamineerproces. Terwijl de prepreg afkoelt, zal deze de laagparen aan elkaar binden.
Om een meerlaagse PCB te produceren, worden afwisselende lagen van met epoxy doordrenkt glasvezelblad, prepreg genaamd, en geleidende kernmaterialen aan elkaar gelamineerd onder hoge temperatuur en druk met behulp van een hydraulische pers. De druk en warmte zorgen ervoor dat de prepreg smelt en de lagen met elkaar verbindt. Na afkoeling volgt het resulterende materiaal dezelfde fabricageprocessen als een dubbelzijdige printplaat. Hier is meer informatie over het lamineerproces met een 4-laags PCB als voorbeeld:

Samen het bord samenstellen tijdens deze fase vereist veel aandacht voor detail om de juiste uitlijning van de schakelingen op de verschillende lagen te behouden. Zodra de stapel is voltooid, worden de tussenliggende lagen gelamineerd en de hitte en druk van het lamineerproces zullen de lagen samenvoegen tot één printplaat.
▲ BACK ▲
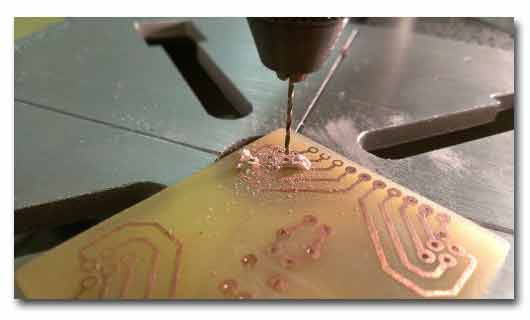
STAP 6: Boren van gaten - voor het bevestigen van de componenten
Via's, montage en andere gaten worden door de printplaat geboord (meestal in panelenstapels, afhankelijk van de diepte van de boor). Nauwkeurigheid en schone gatwanden zijn essentieel, en geavanceerde optica zorgen hiervoor.
Om de locatie van de boorpunten te vinden, identificeert een röntgenlocator de juiste boorpunten. Vervolgens worden de juiste registratiegaten geboord om de stapel vast te zetten voor de reeks meer specifieke gaten.
Alvorens te boren, plaatst de technicus een plaat buffermateriaal onder het boorpunt om ervoor te zorgen dat er een schone boring ontstaat. Het uitgangsmateriaal voorkomt onnodig scheuren bij de uitgangen van de boor.
Een computer controleert elke microbeweging van de boormachine - het is niet meer dan normaal dat een product dat het gedrag van machines bepaalt, afhankelijk is van computers. De computergestuurde machine gebruikt het boorbestand van het oorspronkelijke ontwerp om de juiste boorplekken te identificeren.
Nadat gaten zijn geboord, worden ze gereinigd met behulp van chemische en mechanische processen om harsvlekken en vuil veroorzaakt door boren te verwijderen. Het gehele blootgestelde oppervlak van de plaat, inclusief de binnenkant van de gaten, wordt vervolgens chemisch bekleed met een dunne laag koper. Dit creëert een metalen basis voor het galvaniseren van extra koper in de gaten en op het oppervlak in de volgende stap.
Nadat het boren zelf is voltooid, wordt het extra koper dat langs de randen van het productiepaneel loopt, verwijderd door een profileergereedschap.
▲ BACK ▲
STAP 7: Geautomatiseerde optische inspectie (alleen meerlagige PCB)
Na het lamineren is het onmogelijk om fouten in binnenlagen op te lossen. Daarom wordt het paneel onderworpen aan automatische optische inspectie voordat het wordt verlijmd en gelamineerd. De machine scant de lagen met een lasersensor en vergelijkt deze met het originele Gerber-bestand om eventuele afwijkingen op te sporen.
Nadat alle lagen schoon en klaar zijn, moeten ze worden geïnspecteerd op uitlijning. Zowel de binnenste als de buitenste laag worden uitgelijnd met behulp van eerder geboorde gaten. Een optische ponsmachine boort een pin over de gaten om de lagen op één lijn te houden. Hierna begint het inspectieproces om er zeker van te zijn dat er geen onvolkomenheden zijn.
De meest voorkomende gebeurtenissen die optreden tijdens het laagbeeldproces die resulteren in een kort of open gerelateerd probleem zijn:
● Het beeld wordt onjuist belicht, waardoor de grootte van de elementen toeneemt / afneemt.
● De slechte droge film is bestand tegen hechting, wat kan leiden tot inkepingen, insnijdingen of gaatjes in het geëtste patroon.
● Koper is ondergeëtst, waardoor er ongewenst koper achterblijft of een groei in de afmeting of korte broek wordt veroorzaakt.
● Koper is overgeëtst, het verwijderen van koperen elementen die nodig zijn, het creëren van kleinere formaten of uitsnijdingen.
Uiteindelijk is AOI een belangrijk onderdeel van het fabricageproces dat zorgt voor nauwkeurigheid, kwaliteit en tijdige levering van een PCB.
▲ BACK ▲
Oxide (genaamd Black Oxide of Brown Oxide, afhankelijk van het proces), is een chemische behandeling van binnenlagen van meerlaagse PCB's voorafgaand aan het lamineren, voor het vergroten van de ruwheid van bekleed koper om de hechtsterkte van het laminaat te verbeteren. Dit proces helpt delaminatie te voorkomen, of de scheiding tussen een van de lagen basismateriaal of tussen het laminaat en de geleidende folie, zodra het fabricageproces is voltooid.
STAP 9: Etsen van de buitenlaag en laatste striping
Fotoresist strippen
Als het paneel eenmaal is geplateerd, wordt de fotoresist ongewenst en moet deze van het paneel worden verwijderd. Dit gebeurt in een horizontaal proces met een zuivere alkalische oplossing die op efficiënte wijze de fotoresist verwijdert, waardoor het basiskoper van het paneel zichtbaar blijft voor verwijdering in het volgende etsproces.
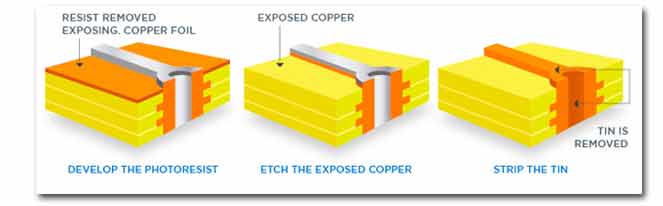
Het blik bewaakt in deze fase het ideale koper. Het ongewenste blootgestelde koper en koper onder de rest van de resistlaag worden verwijderd. In deze ets, we gebruiken ammoniak-etsmiddel om het ongewenste koper weg te etsen Ondertussen zorgt het tin in deze fase voor het benodigde koper.
De leidende regio's en verbindingen worden in deze fase legitiem gesetteld.
Tin strippen
Na het etsproces wordt het koper dat op de printplaat aanwezig is, bedekt door de etsresist, dwz het tin, dat niet meer nodig is. Daarom we strippen het af voordat we verder gaan. U kunt geconcentreerd salpeterzuur gebruiken om het blik te verwijderen. Salpeterzuur is zeer effectief in het verwijderen van tin en beschadigt de koperen circuits onder het tinmetaal niet. Dus nu heb je een duidelijke duidelijke omtrek van koper op de printplaat.
Zodra de beplating op het paneel is voltooid, weerstaat de droge film wat er overblijft en moet het koper dat eronder ligt worden verwijderd. Het paneel doorloopt nu het strip-etch-strip (SES) proces. Het paneel is ontdaan van de resist en het koper dat nu wordt blootgesteld en niet bedekt met tin, wordt weggeëtst, zodat alleen de sporen en de pads rond de gaten en andere koperpatronen achterblijven. De droge film wordt verwijderd van vertinde panelen en het blootliggende koper (niet beschermd door tin) wordt weggeëtst, waardoor het gewenste schakelpatroon achterblijft. Op dit punt is het fundamentele circuit van het bord voltooid
▲ BACK ▲
STAP 10: Soldeermasker, zeefdruk en oppervlakteafwerkingen
Om de plaat tijdens de montage te beschermen, wordt het soldeermaskermateriaal aangebracht met behulp van een UV-belichtingsproces vergelijkbaar met wat werd gebruikt met de fotolak. Dit soldeermasker zal bedek het volledige oppervlak van het bord, behalve de metalen pads en onderdelen die worden gesoldeerd. Naast het soldeermasker worden componentreferentie-aanduidingen en andere bordmarkeringen op het bord gezeefdrukt. Zowel het soldeermasker als de zeefdrukinkt worden uitgehard door de printplaat in een oven te bakken.
De printplaat zal ook een oppervlakteafwerking hebben die wordt aangebracht op de blootliggende metalen oppervlakken. Dit helpt het blootliggende metaal te beschermen en helpt bij het solderen tijdens de montage. Een voorbeeld van een oppervlakteafwerking is nivellering met hete lucht soldeer (HASL). De plaat wordt eerst bedekt met vloeimiddel om het voor te bereiden op het soldeer en vervolgens ondergedompeld in een bad met gesmolten soldeer. Terwijl het bord uit het soldeerbad wordt verwijderd, een hogedrukstoot van hete lucht verwijdert overtollig soldeer uit de gaten en maakt het soldeersel op het metaaloppervlak glad.
De soldeermaskerapplicatie
Aan beide zijden van de plaat wordt een soldeermasker aangebracht, maar daarvoor zijn de panelen bedekt met een epoxy-soldeermaskerinkt. De platen ontvangen een flits van UV-licht, die door een soldeermasker gaat. De bedekte delen blijven ongehard en zullen worden verwijderd.
Groen werd gekozen als de standaard soldeermaskerkleur omdat het de ogen niet belast. Voordat machines PCB's konden inspecteren tijdens het fabricage- en assemblageproces, waren het allemaal handmatige inspecties. Het bovenlicht dat wordt gebruikt door technici om de platen te controleren, reflecteert niet op een groen soldeermasker en is het beste voor hun ogen.
De nomenclatuur (zeefdruk)
De zeefdruk of profilering is het proces waarbij alle kritieke informatie op de printplaat wordt afgedrukt, zoals de fabrikant-id, de componentnummers van de bedrijfsnaam, foutopsporingspunten. Dit is handig bij onderhoud en reparatie.

Het is ook de meest artistieke proces van PCB-fabricage Het bijna voltooide bord wordt afgedrukt met door mensen leesbare letters, die normaal worden gebruikt om componenten, testpunten, PCB- en PCBA-onderdeelnummers, waarschuwingssymbolen, bedrijfslogo's, datumcodes en fabrikantmarkeringen te identificeren.
De PCB gaat uiteindelijk over naar de laatste coating- en uithardingsfase.
De gouden of zilveren oppervlakteafwerking
De printplaat is bedekt met goud of zilver om extra soldeerbaarheid aan het bord toe te voegen, waardoor de hechting van het soldeersel toeneemt.
De toepassing van elke oppervlakteafwerking kan enigszins variëren in het proces, maar houdt in dat het paneel in een chemisch bad wordt gedompeld om blootliggend koper met de gewenste afwerking te coaten.
Het laatste chemische proces dat wordt gebruikt om een PCB te vervaardigen, is het aanbrengen van de oppervlakteafwerking. Terwijl het soldeermasker het grootste deel van de schakelingen bedekt, is de oppervlakteafwerking ontworpen om oxidatie van het resterende blootgestelde koper te voorkomen. Dit is belangrijk omdat geoxideerd koper kan niet worden gesoldeerd. Er zijn veel verschillende oppervlakteafwerkingen die op een printplaat kunnen worden aangebracht. De meest voorkomende is Hot Air Solder Level (HASL), die zowel als led- als loodvrij wordt aangeboden. Maar afhankelijk van de specificaties, de toepassing of het assemblageproces van de PCB, kunnen geschikte oppervlakteafwerkingen zijn: stroomloos nikkel-onderdompelingsgoud (ENIG), zacht goud, hard goud, onderdompelingszilver, onderdompelingstin, organisch soldeerbaarheidsbehoud (OSP) en andere.
De printplaat wordt vervolgens bekleed met een gouden, zilveren of loodvrije HASL- of hete lucht soldeerafwerking. Dit wordt gedaan zodat de componenten kunnen worden gesoldeerd op de gemaakte pads en om het koper te beschermen.
▲ BACK ▲
STAP 12: Elektrische test - Testen van vliegende sondes
Als laatste voorzorgsmaatregel voor detectie wordt het bord door de technicus getest op functionaliteit. Op dit punt gebruiken ze de geautomatiseerde procedure om de functionaliteit van de printplaat en de conformiteit met het oorspronkelijke ontwerp te bevestigen.
Meestal wordt een geavanceerde versie van elektrisch testen genoemd Testen van vliegende sondes die afhangt van bewegende sondes om de elektrische prestaties van elk net op een kale printplaat te testen, zal bij de elektrische test worden gebruikt.
Elke kortsluiting of opening wordt geïdentificeerd, waardoor de operator een reparatie kan uitvoeren of de printplaat als defect kan weggooien. Afhankelijk van de complexiteit van het ontwerp en het aantal testpunten, kan een elektrische test enkele seconden tot meerdere uren duren.
Afhankelijk van verschillende factoren, zoals de complexiteit van het ontwerp, het aantal lagen en de risicofactor voor componenten, kiezen sommige klanten ervoor om af te zien van elektrische tests om wat tijd en kosten te besparen. Dit is misschien oké voor eenvoudige dubbelzijdige printplaten waar niet veel dingen mis kunnen gaan, maar we raden altijd elektrische tests aan op meerlaagse ontwerpen, ongeacht de complexiteit. (Tip: uw fabrikant voorzien van een "netlijst" naast uw ontwerpbestanden en fabricage-aantekeningen is een manier om onverwachte fouten te voorkomen.)
▲ BACK ▲
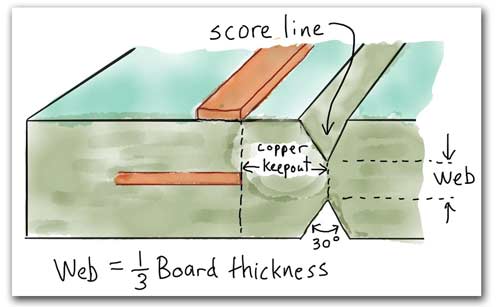
STAP 13: Fabricage - Profilering en V-Scoring
Zodra een PCB-paneel de elektrische tests heeft voltooid, zijn de afzonderlijke borden klaar om van het paneel te worden gescheiden. Dit proces wordt uitgevoerd door een CNC-machine of router, die elk bord uit het paneel leidt naar de gewenste vorm en grootte. De meestal gebruikte frezen zijn 0.030 - 0.093 groot en om het proces te versnellen, kunnen meerdere panelen twee of drie hoog worden gestapeld, afhankelijk van de totale dikte van elk. Tijdens dit proces kan de CNC-machine ook sleuven, afschuiningen en afgeschuinde randen maken met behulp van verschillende freesbits.
Het routeringsproces is een freesproces waarbij een freesbit wordt gebruikt om het profiel van de gewenste plaatcontour te snijden. De panelen zijn “vastgemaakt en gestapeld”Zoals eerder gedaan tijdens het“ Drill ”-proces. De gebruikelijke stapel is 1 tot 4 panelen.
Om de PCB's te profileren en ze uit het productiepaneel te snijden, moeten we snijden, dat wil zeggen om verschillende platen van het originele paneel te snijden. De gebruikte methode centreert zich op het gebruik van een router of een v-groef. Een router laat kleine lipjes achter langs de randen van de plaat, terwijl de v-groef diagonale kanalen langs beide zijden van de plaat snijdt. Beide manieren zorgen ervoor dat de planken gemakkelijk uit het paneel kunnen springen.
In plaats van individuele kleine borden te routeren, kunnen de PCB's worden gerouteerd als arrays met meerdere borden met tabbladen of breuklijnen. Dit maakt het eenvoudiger om meerdere platen tegelijk te monteren, terwijl de assembleur de afzonderlijke platen kan splitsen wanneer de montage is voltooid.
Ten slotte worden de platen gecontroleerd op reinheid, scherpe randen, bramen, enz., En indien nodig schoongemaakt.
STAP 14: Microsectioning - De extra stap
Microsectie (ook bekend als een doorsnede) is een optionele stap in het PCB-fabricageproces, maar is een waardevol hulpmiddel dat wordt gebruikt om de interne constructie van een PCB te valideren voor zowel verificatie- als foutanalysedoeleinden. Om een preparaat te maken voor microscopisch onderzoek van het materiaal, wordt een dwarsdoorsnede van de printplaat gesneden en in een zacht acryl geplaatst dat eromheen uithardt in de vorm van een hockeypuck. De sectie wordt vervolgens gepolijst en bekeken onder een microscoop. Een gedetailleerde inspectie kan worden uitgevoerd door talrijke details te controleren, zoals plaatdiktes, boorkwaliteit en kwaliteit van interne verbindingen.

STAP 15: Eindcontrole - PCB-kwaliteitscontrole
In de laatste stap van het proces moeten de inspecteurs elke PCB een laatste zorgvuldige controle geven. Visuele controle van de printplaat op acceptatiecriteria. Met behulp van handmatige visuele inspectie en AVI - vergelijkt PCB met Gerber en heeft een hogere controlesnelheid dan menselijke ogen, maar vereist nog steeds menselijke verificatie. Alle bestellingen worden ook onderworpen aan een volledige inspectie, inclusief dimensionering, soldeerbaarheid, enz om ervoor te zorgen dat het product voldoet aan de normen van onze klant, en voorafgaand aan het verpakken en verzenden wordt een 100% kwaliteitscontrole uitgevoerd aan boord van kavels.

● IPC-A-600 - Acceptatie van printplaten, die een industriebrede kwaliteitsnorm definieert voor acceptatie van printplaten.
● IPC-6012 - Kwalificatie- en prestatiespecificatie voor harde platen, die de typen harde platen bepaalt en de vereisten beschrijft waaraan tijdens de fabricage moet worden voldaan voor drie prestatieklassen van platen - Klasse 1, 2 en 3.
Een printplaat van klasse 1 heeft een beperkte levensduur en de vereiste is simpelweg de functie van het eindproduct (bijv. Garagedeuropener).
Een Klasse 2 PCB zou er een zijn waar voortdurende prestaties, verlengde levensduur en ononderbroken service gewenst maar niet kritisch zijn (bijv. Een pc-moederbord).
Een PCB van klasse 3 zou eindgebruik omvatten waar voortdurende hoge prestaties of prestaties op aanvraag van cruciaal belang zijn, storingen niet kunnen worden getolereerd en het product moet functioneren wanneer dat nodig is (bijv. Vluchtbesturings- of verdedigingssystemen).
▲ BACK ▲
STAP 16: Verpakking - Serveert wat u nodig heeft
De platen worden omwikkeld met materialen die voldoen aan de standaardverpakkingsvereisten en vervolgens in dozen verpakt voordat ze worden verzonden met de gevraagde transportmodus.
En zoals u wellicht vermoedt, hoe hoger de klasse, hoe duurder de printplaat. Over het algemeen wordt het verschil tussen de klassen bereikt door strakkere toleranties en controles te eisen die resulteren in een betrouwbaarder product.
Ongeacht de gespecificeerde klasse, worden de gatafmetingen gecontroleerd met pin-meters, het soldeermasker en de legenda worden visueel onderzocht op het algehele uiterlijk, het soldeermasker wordt gecontroleerd om te zien of er enige aantasting van de pads is, en de kwaliteit en dekking van het oppervlak afwerking wordt onderzocht.
IPC-inspectierichtlijnen en hoe deze zich verhouden tot het PCB-ontwerp is erg belangrijk voor de PCB-ontwerpers om vertrouwd te raken met, het bestel- en fabricageproces is ook van vitaal belang.
Niet alle PCB's zijn op dezelfde manier gemaakt en als u deze richtlijnen begrijpt, kunt u ervoor zorgen dat het geproduceerde product voldoet aan uw verwachtingen voor zowel esthetiek als prestaties.
Als je HULP NODIG Met PCB-ontwerp of heb vragen over de PCB-fabricagestappen, aarzel dan niet om delen met FMUSER, We LUISTEREN ALTIJD!

Delen is zorgzaam!
▲ BACK ▲
